何を探していますか?


Countermeasures for Difficult Titanium Machining
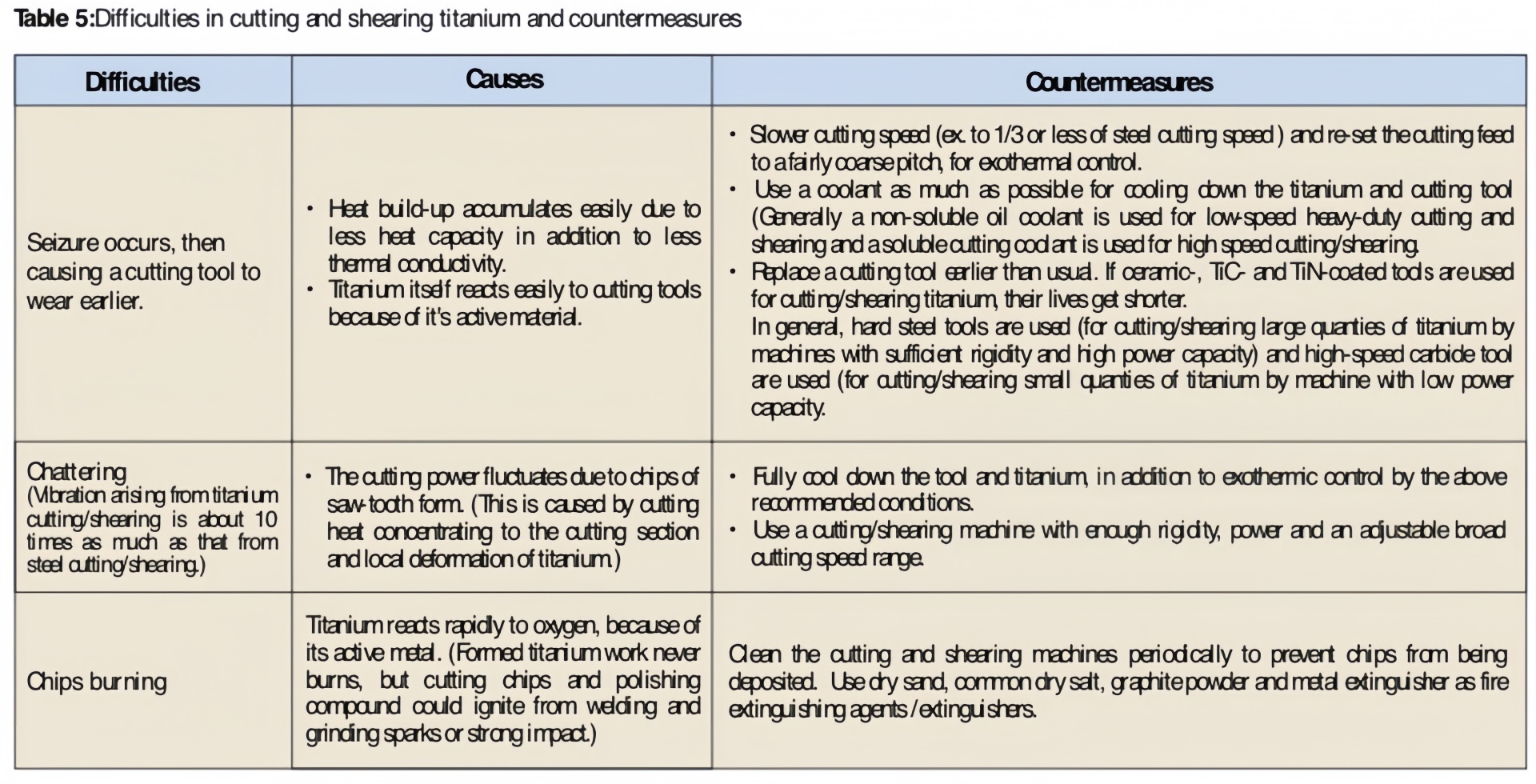
Regularly cleaning the machining equipment and tools is necessary to prevent chip accumulation, which could affect machining performance. Keeping the machining environment clean is a simple but effective way to maintain high-quality results in titanium CNC machining.
Comely CNC is a CNC machining company with years of experience. Our factory is equipped with advanced technology and state-of-the-art machining centers. Our team of skilled professionals is dedicated to providing high-quality machining services for your CNC parts.









 NO.37 Tiancheng Road, Binjiang Development Zone, Nanjing, Jiangsu, China
NO.37 Tiancheng Road, Binjiang Development Zone, Nanjing, Jiangsu, China 電話/Whatsapp : +86-1377-0661-937
電話/Whatsapp : +86-1377-0661-937 Eメール : sales@comelycnc.com
Eメール : sales@comelycnc.com